New drilling process increases rate of penetration, footage per day
Mike Krall, ExxonMobil
Fred Dupriest, ExxonMobil
Frank Hartley, Drilling & Production Editor
ExxonMobil has developed a new approach to drilling optimization, called the ExxonMobil Fast Drill Process (FDP), that uses real time analysis of the energy consumption of the drilling system to maximize the rate of penetration (ROP). Implementation of FDP has resulted in significant gains in drilling performance with instantaneous ROP increases of 100-400% and increases in footage per day including trips and connection time by 30-100%. Similar results have been observed in soft and hard formations, low and high angle wells, and with all rig types. Improvements continue to be observed in the most mature implementations.
Operators’ drill rate performance is difficult to assess objectively. The great majority of bits are evaluated based on their performance relative to offsets. However, drill rates are often constrained by factors that the driller does not control, and in ways that cannot be documented in a bit record. Consequently, drill rates may vary greatly between two wells running identical bits. The manner in which a bit is run is often more important than which bit is run.
Drillers conduct a variety of tests to optimize performance. The most common is the “drill rate” test, which consists of simply experimenting with various weight on bit (WOB) and RPM settings and observing the results. The parameters are then used that resulted in the highest ROP. In some sense, all optimization schemes use a similar comparative process. That is, they seek to identify the parameters that yield the best results relative to other settings.
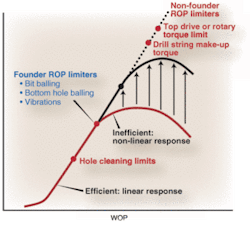
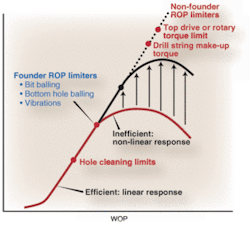
One of the earliest schemes was the “drilloff” test in which the driller applied a high WOB and locked the brake to prevent the top of the string from advancing while continuing to circulate and rotate the string. As the bit drilled ahead, the string elongated and the WOB declined. ROP was calculated from the change in the rate of drill string elongation as the weight declined. The point at which the ROP stops responding linearly with increasing WOB is referred to as the “flounder” or “founder” point. This is taken to be the optimum WOB. This process has enhanced performance, but does not provide an objective assessment of the true potential drill rate, only the founder point of the current system.
Fast Drill Process
The FDP is part technology and part workflow. The work process has evolved over the last three years from ExxonMobil’s use of the real time analysis of Mechanical Specific Energy (MSE) to maximize ROP. The manner in which MSE is used operationally has been described in SPE 92192 and ITPC 10706-PP. If the drilling system is 100% efficient, the value of MSE calculated while drilling will approximately equal the in situ rock compressive strength in psi. This relationship is used diagnostically by the rig crew who monitor the MSE continuously in real time. If the MSE increases sharply above the rock strength, rig personnel know the drilling system is wasting energy and corrective action is needed.

The MSE value is calculated continuously by one of the data acquisition contractors supporting the drilling operations; usually the mudlogger, directional company, or a designated data acquisition vendor. It’s displayed as a continuous curve on monitors, positioned around the rig site, along with other key parameters, including weight on bit, rotational speed, torque, and rate of penetration. If downhole vibration monitoring tools are in use, the LWD vendor will also display the MSE alongside the vibrations display tracks. The combined vibrations display has proven to be particularly useful in wells where harder rock is being drilled. In some cases, downhole tools have been used that provide loads at the bit so that a downhole MSE can also be calculated, in addition to the normal MSE, which is calculated from surface data alone.

No drilling system is 100% efficient, and losses occur in the system that are not related to the bit, such as torque loss in the drill string due to frictional drag. The rock strength is also difficult to predict because properties vary with the specific in situ stress load the rock is under. Because these effects are difficult to adjust for, the theoretical relationship between the MSE and rock strength is not used as an absolute value, as it is in the lab. In the FDP workflow the MSE is used only as a relative indicator of efficiency. The driller adjusts the controllable parameters, which are generally pump rate, weight on bit, and rotary speed. If the MSE declines in response to the adjustment, the system is using less energy per volume of rock destroyed and is becoming more efficient resulting in higher ROP. If the MSE increases the driller knows the adjustment was not appropriate and experiments with other settings.

MSE has been described as an illuminating tool. It shows the rig team when there is inefficiency, but not necessarily the nature of the inefficiency or what to do about it. The FDP was developed to ensure this knowledge is put to good use. The operator calls this “getting the technology in the hole.” There are several features of FDP that have been designed specifically to ensure this is accomplished effectively and uniformly in all teams.
Training process
Training is an important element in FDP that the operator has invested in heavily. While there is now a large body of information in the industry explaining the many factors that may cause bit inefficiency, there are few examples of coherent training programs that provide organization and decision-making structure to this knowledge.
The FDP training process seeks to drive this knowledge down from the lab to the break handle, and explain observed behaviors in ways that make sense to those at the working end of the break handle. Prior to initiating the change in workflow in each team, all engineers receive extensive training in drilling mechanics and MSE analysis.

When field operations begin, the rig supervisors and all key contractor personnel are trained. The level of training provided to mud loggers, directional driller, LWD operators, mud engineers, drillers, tool pusher, and others is identical to that provided to the operator’s rig supervisor. This has proven to be an ambitious approach to implementing the change in workflow, and it has been facilitated by the operator’s ability to draw from its large functionally aligned global organization.
The justification for the investment in training arises from the operator’s desire for most decisions to be made at the rig site. Office-based engineers also play an important role, but in the FDP philosophy it is believed that those implementing the science must understand the science, and they must understand it at a fairly fundamental level. Contractor personnel are also trained extensively because they play a significant role in real-time decision making. The foot by foot analysis of MSE, vibrations, and other data, is intense and requires time and effort. The work load must be distributed, and many rig site personnel have specific expertise in ROP limiters that needs to be folded into the decision-making process.
The operator views FDP as being the industry’s first comprehensive ROP design process. While there are many models for bit selection, these do not necessarily address how the bit is used. Nor do they provide a quantitative measure of the bit’s actual efficiency and opportunity to increase ROP.
The primary tool the industry has used to select and run bits has been the offset bit record. The faster bit is assumed to be the preferred bit, and the parameters used to operate it are assumed to be the preferred parameters. In the Fast Drill Process, the quantitative energy efficiency data collected on every foot of hole drilled provides a much more objective view of actual performance. In some cases, ROP has been increased three fold with no change in bit or drilling equipment. In other cases, the bit run from the record well in fairly mature fields is seen to actually be inefficient and equipment changes have been made that significantly enhance ROP.
The process is also comprehensive in the sense that it has changed all of the steps that go into drilling a well. Stored offset digital data is first processed during well planning to generate MSE curves for efficiency analysis. ROP limiters identified are then addressed in the written procedures. The workflow specifies how digital data, like MSE, will be measured and used in the decision-making process while drilling. The FDP specifies how learnings will be captured and communicated, and how redesign will occur prior to the next well, when needed.
One aspect of FDP which is particularly aligned with the operator’s safety culture is the specific focus on ROP. The FDP is designed to cause the operation to “drill faster, not work faster.” The industry has seen many attempts to improve performance that have led to a focus on connection time, trip time, casing running, or other plateau operations which raises potential safety concerns, and also has the potential to create some level of cynicism about the operators overall commitment to safety. By separating fast drilling from fast working, FDP essentially allows very aggressive attitudes to be developed with regard to drill rate. The operations where FDP has been implemented have continued to maintain the operator’s industry leading safety performance.
ExxonMobil has drilled approximately a half million feet of hole with real time MSE surveillance and FDP. The workflow changes associated with FDP have now been implemented in about half of the operator’s global drill teams, and the remainder will be initiated during 2006.
The performance improvements achieved have occurred through both real time adjustments by the driller to keep the system as efficient as possible, and post-drill redesign by the engineer to change the basic system when rig site personnel have done all they can. While the underlying science has been published, the Fast Drill Process is a proprietary workflow that is tailored to fully utilize the operator’s specific organizational strengths. These strengths include the functional alignment of its global organization, which facilitates access to a large body of expertise in resolving ROP limiters, and the ability to implement and sustain a level of contractor training that is unique in the industry.•