UNDERWATER WELDING Hyperbaric tests probe potential for arc welding below 1 km depths

John Nixon
Ian Richardson
Cranfield University, England

Cranfield's Hyper-Weld 250 pressure vessel.
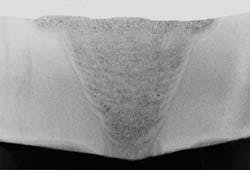
Plasma welded butt joint in 1-in. thick X65 pipeline steel made at a pressure of 100 bar.
Recent research into hyperbaric welding technology in depths ranging from 500-1,000 metres has been performed at several leading European research centres, such as GKSS and Universitat der Bundeswehr in Germany, Sintef and Cranfield University. Overall consensus of these programs is that two arc welding processes can be effectively operated in this depth range: plasma welding and gas metal arc welding (GMAW).
Plasma welding is a derivative of gas tungsten arc welding (GTAW) in which the arc, instead of being allowed to spread freely, is constricted within a water-cooled orifice. This reduces the cross-sectional area of the arc, increasing arc temperatures and stability. However, a significant drawback of this technique is that the performance of the arc is influenced by a large number of variables, including the internal geometry of the welding torch.
Cranfield has recently completed a major research program into hyperbaric plasma welding, and has demonstrated that the plasma arc remains stable to pressures equivalent to 1,000 meters water depth and can be reliably initiated at that pressure.
In surface welding, plasma arcs are used in two ways. If operated with relatively large diameter constrictions and minimal setback of the tungsten orifice behind the constriction, they perform similarly to GTAW arcs, but are more stable.
Typically, a plasma arc operated this way will develop arc voltage about 10% higher than a free burning arc in similar conditions. Such arcs have been used with a consumable feed system to produce test welds at pressures as high as 100 bar, equivalent to 1,000 metres water depth.
When welding at one atmosphere, if the power density of the plasma arc is increased by reducing orifice diameter and raising electrode setback and plasma gas flow, the arc can then operate in the `keyhole' mode, producing weld beads which are much deeper than they are wide.
Keyhole welding was not thought to be feasible under hyperbaric conditions, but recent work at Cranfield and Hamburg has produced keyhole welds at pressures equivalent to depths below 300 metres. If the technique can be shown to be operationally feasible, the consequences for root welding of pipelines could be significant, as it would enable high integrity welds to be performed much faster than by other techniques.
Gas metal arc welding was originally evaluated for hyperbaric applications in the mid-1970s, when the low fusion levels attainable by the process were deemed unsuitable for offshore use. However, the closely allied flux cored arc welding process (FCAW), using a tubular configuration electrode, was successfully applied in hyperbaric environments.
The recent emergence of high performance, electronically controlled welding power supplies has led to re-evaluation of the process, and the development of special welding power supply control systems by Cranfield and by GKSS for hyperbaric GMAW.
These units control the static and dynamic output characteristics of the welding power supply in order to optimize the stability of the GMA welding process. Using such control systems with high performance welding power supplies, GMAW has proven capable of all positional operation, with acceptable stability and fusion levels at pressures equivalent to below 1,000 metres.
Although special power supply control systems are necessary for deepwater hyperbaric GMA welding, they do not raise the cost of the welding system significantly: standard high performance welding power supplies can be used to supply the actual welding current.
However, more research is needed to develop effective torch manipulation and joint filling strategies for practical weld geometries. The process also currently develops significant welding fume, and other welding variables such as the shielding gas composition need to be optimized. But there is considerable experience in industry generally with GMAW for robotic welding, and this process may be appropriate if similar robots are used in hyperbaric workchambers.
The current state of hyperbaric welding is therefore that operational systems exist capable of operating at 500 metres water depths. In the depth range 500-1,000 metres, laboratory research has shown that at least two arc welding processes are capable of consistent and stable operation, although only preliminary investigation has been made of mechanical and metallurgical properties of welds employing these techniques.
In order to continue this development process for water depths exceeding 1,000 metres, experimental facilities are needed with appropriate operating pressure capability. Cranfield is currently commissioning HyperWeld 250, a hyperbaric welding research facility operable at a maximum pressure of 250 bar, equivalent to 2.5 km water depth, funded by the Engineering and Physical Sciences Research Council acting through the UK's Marine Technology Directorate.
This is believed to be the highest pressure dedicated welding research facility in the world. The pressure vessel and gas supply system were specified by Cranfield, with detail design and construction by Stansted Fluid Power. The welding power supply system, designed with Austria's Fronius Schweissmaschinen, can supply 500A at over 200V, with an additional 50A supply capable of 700V output.
The overall facility control system is being developed with Isotek, a supplier of control equipment for hyperbaric welding systems such as PRS and THOR. Additional design studies are being undertaken relating to arc viewing systems, welding torches, data logging and analysis systems.
Currently, a large, multi-sponsored managed programme of deepwater arc welding feasibility studies is being formulated, scheduled to start early in 1996. This will initially carry out the process feasibility studies described earlier, probably in the depth range 1,000-1,500 metres, and will be extended even deeper as results permit.
Initial welding trials will be performed on flat plate material in all welding positions, but the system has been designed to permit installation of an orbital welding system later on.
Reference: Deepwater Welding and Intervention Technology, SUT Subtech Conference, Aberdeen, 1995.
Copyright 1995 Offshore. All Rights Reserved.