New fracturing fluids minimize costs,risks, logistics, deck space requirements
Perry Baycroft
Baker Oil Tools
The type of polymer, breakers, and cross- linkers are all-important parameters for fracturing fluids with special attention to environmental impact. The quest for a fluid with excellent performance and environmental characteris-tics has been an ongoing challenge for the industry.
The ability to discharge fluids is important when conducting frac pack treatments offshore, as large amounts of fluids are pumped and some of the fluid must be safely disposed. In offshore frac pack operations, the pressure-pumping services sell the fluids to the operator, who discharges or disposes of the fluids under site-specific discharge permits. The easiest disposal method is to discharge the fluids, as it minimizes costs, risks, logistics, and deck space requirements.
US regulations specify oil and grease levels for well treatment fluids, defined as, "Any fluid used to restore or improve productivity by chemically or physically altering hydrocarbon-bearing strata after a well has been drilled."(40 CFR Ch1, 435.11 (mm)). The 40 CFR provides several key definitions:
- No discharge of free oil: "means that waste streamsUcannot be discharged when they would cause a film or sheen upon or discoloration of the surface of the receiving water." The test for free oil is conducted by placing a fluid sample in water and visually inspecting it to see if it sheens.
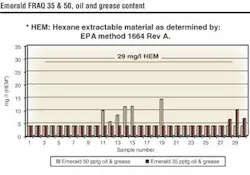
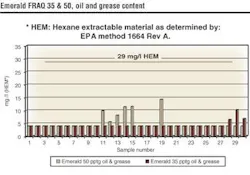
- Oil and grease: "means total recoverable oil and grease." The test for total oil and grease takes place in a laboratory using a hexane extraction procedure to determine the hexane extractable material (HEM). The test procedure is detailed in EPA 1664 Revision 'A'. The regulations provide guidelines for four standards:
null
- (BPT) Best practicable control technology currently available
- (BAT) Best available technology economically achievable
- (BCT) Best conventional pollutant control technology
- (NSPS) New source performance standards.
For well treatment fluids the standards are:
BPT:- BAT: Oil and grease: The maximum for any one-day shall not exceed 42 mg/l; the average of daily values for 30 consecutive days shall not exceed 29 mg/l
- NSPS: Oil and grease: The maximum for any one-day shall not exceed 42 mg/l; the average of daily values for 30 consecutive days shall not exceed 29 mg/l.
Frac pack fluids
Offshore frac pack fluids are usually a guar polymer crosslinked with a borate ion at a pH > 8.5. Frac pack crosslinked gelled fluids are typically made by adding a concentrated slurried guar polymer suspension to base brine that is usually 2% to 6% potassium chloride. To facilitate field mixing and polymer metering, hydraulic fracturing operations use slurried polymer suspensions that consist of the polymer suspended in a carrier fluid. The first slurried suspensions were made from diesel for land-based fracturing. However, the environmental impact of these suspensions was unacceptable for offshore operations, so the service companies developed polymer suspensions using mineral oil.
For frac pack treatments a borate ion cross-linker is preferred, because borate crosslinked fluids resist shear so they can be pumped at high rate, >15 bpm (2.4 cu m/min) through the frac pack packer crossover tools and not fall apart. High shear rates on some fluids turn them into a fluid not suitable for fracturing.
Operations
Most offshore frac pack operations have a work string volume of 100 bbl to as much as 250 bbl, because engineers prefer a larger work string to reduce friction pressure and keep the surface treating pressure lower. Frac pack pumping procedures use a feature of the frac pack packer that allows treating fluids to be spotted to the tool or reversed out. This minimizes formation damage by avoiding the need to pump a work string volume of completion brine or linear gel into the formation.
In some situations, the mini-frac linear gel displacement fluid may be injected into the formation in front of the frac pack. This practice is not recommended, as it will change the calculated fluid efficiency and may result in failure to obtain the desired tip screen-out frac pack. Nevertheless, the displacement fluid for the frac pack must be reversed out and safely disposed.
Most completion brines will not tolerate frac fluid contamination. The reason is that the frac fluid composition consisting of the polymer, fluid density, and high pH will render most completion brines unusable. For example, polymer contamination means the completion brine cannot be filtered and the low fluid density (8.5 ppg) will cut the completion brine density, requiring it to be weighted-up again. Likewise, the high pH contamination will precipitate hydroxide salts, reducing the brine density and requiring the brine density to be brought back up and the precipitated salts to be filtered out. Therefore, reversed-out work string volumes must be contained in transport tanks for transfer and disposal, or, if the well operator possesses a discharge permit and the fluid meets the requirements, it may be discharged.
Three issues related to handling reversed-out fluids require consideration:
- Direct costs
- The logistics of the operation
- Safety concerns.
If the average total volume to reverse-out is 300 bbl (47.7 cu m) and the transport tanks hold 25 bbl (3.79 cu m), 12 tanks are required when using 1,000 gal (3.8 cu m) tanks. Each tank has a footprint of 50 sq ft, for a total deck area of 600 sq ft. If the rig deck permits double stacking of the loaded tanks, the footprint could be reduced. Regardless, a substantial amount of deck space is required at a time during the completion operation when rig deck space is at a premium.
Current Gulf of Mexico fluid disposal costs run close to $30/bbl, placing the direct fluid costs at $9,000 for the 300-bbl volume in the example above. This cost does not account for additional logistical costs of personnel time required to coordinate and handle filling the tanks or the associated risks of loading and back-loading the full tanks.
Developing an oil- and grease-free fracturing fluid required out-of-the-box thinking, as current systems did not meet the requirements. To find new chemicals, other industries were sought while continuing to work with oilfield chemical companies. An extensive technical literature search conducted by the research chemists yielded whole new classes of chemicals to evaluate.
The main source of oil was found to be the mineral oil-based slurry guar products, but other fracturing fluid additives were found to contribute to >29 mg/l oil and grease. The principle contributing additives were the water wetting surfactants, non-emulsifiers, and clay stabilizers.
null
Research determined that when the additives were combined in solution, they produced a higher oil and grease level than the single additive in neat form, with most occasions showing >29 mg/l values. Therefore, additional testing was required to evaluate single additives and various combinations of additives to find fracturing fluid formulations that would meet the EPA 1664 Rev. 'A' standard of <29 mg/l HEM.
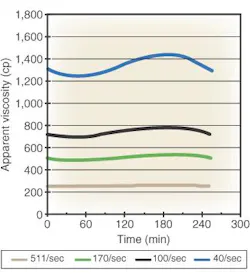
The oil and grease content testing was initially performed in-house. To substantiate the results that the fluid was "oil and grease free," fluid samples were sent to an outside EPA-certified laboratory for evaluation and 30 tests performed. Most of the test results came in below the detection level of the test procedure and are reported as 5 mg/l, with the standard being <29 mg/l. The viscosity of the sample, pound per 1,000-gal polymer loading fluid at 220° F (104° C) without the breaker, was acquired to provide a base line for comparison. Breakers are added to reduce the fluids' viscosity after the treatment is placed so the fluids can be produced back out of the formation.
Although the initial fluid development project specification required that the fluid meet the oil and grease standard of <29 mg/l, it was decided that the next generation would be as environmentally benign as possible; that is, it would not only be oil and grease free, but would also have low toxicity and be biodegradable.
The result is a product that has < 29 mg/l oil and grease that will not sheen if discharged. Additionally, the fluid has a biodegradability of >60% in 28 days, as tested by procedures defined in the Organization of European Cooperative Development (OECD) for oxygen consumption. Independent testing with Mysid shrimp determined an LC50 (LC50 is the concentration that is lethal to 50% of the test organisms) of >30,000 ppm. This means it meets the proposed Gulf of Mexico discharge requirements and the North Sea requirement of >2,000 ppm.
To enable the fluid to meet these specifications, a new breaker chemistry was developed and is used in both fluids. Breakers are necessary to break the crosslinked gel pack to a thin fluid to keep from forming a gel block in the formation. The new technology uses a new class of breakers found in our everyday foods. The fluid temperature range is from ambient to over 300° F (150°C). The new fracturing fluid system, enhanced by new breaker technology, improves fluid performance while reducing the environmental impact and major disposal fees. It minimizes the risks associated with having to transport fluids back to shore for disposal, and still provide the stimulation fluid performance required for offshore frac pack treatments.
Case history
In late 2003, BakerOil Tools performed three frac pack treatments for Apache Corp. in the Gulf of Mexico using the new fracturing fluid system with excellent results. Two of the wells were located in South Marsh Island and one was in Main Pass. The South Marsh Island wells were slightly deeper than 11,000 ft, with a pore pressure of 9.5 ppg and a bottom hole temperature of 200° F. The fluid system mixed and pumped with standard mixing equipment and provided the desired fluid rheology for the tip screen out design where the treatments had a net pressure gain of 500 to >1,000 psi. One of the wells is flowing at greater than expected rates, with 100 psi drawdown across the completion. Also, the use of the environmentally benign frac fluid fits well with their corporate mandate to comply not only with the letter but the spirit of the environmental regulations.
Acknowledgments
The author thanks Baker Oil Tools for permission to write this article, Eamon Flynn and Jim Crews, with Baker Oil Tools, and Mike Mullen, with Mullen & Associates for their contributions.