Composite riser study confirms weight, fatigue benefits compared with steel
Paul Hopkins
Hassan Saleh
Glen Jewell
2H Offshore
Composite pipe technology can enable the offshore industry to operate in deeper and harsher environments. As composite material products undergo further development and are used more extensively, codes and standards will emerge that detail the rules for their design, testing, and manufacture.
In the past, composite materials have been used extensively in the offshore environment but mainly in secondary structures such as pipework, caissons, J-tubes, riser protection, walkways and ladders. Improvements in structural integrity led to the first composite drilling riser joint, used for testing purposes on the Heidrun platform in the Norwegian Sea in 2001.
More recently composites have been used as downlines to support pre-commissioning and acid stimulation operations. In 2014, a fully composite 3-in. pre-commissioning downline was used repeatedly in a water depth of more than 2,100 m (6,890 ft) offshore Brazil.
Various companies are now scaling up efforts to produce composite pipe for offshore use, including UK-based Magma Global and Dutch manufacturer Airborne Oil & Gas. Both have developed thermoplastic composite pipe products based on a single solid pipe wall built up from layers of polymer and reinforcing fiber matrices.
Pros and cons
Composite materials offer a range of benefits that could improve riser technology. Composites are lightweight and offer high levels of strength. They can be formed into complex shapes and can provide high levels of resistance to fatigue and corrosion. Maintenance needs are relatively low, and they can be installed via reel lay. They also have a low axial and bending stiffness in comparison to steel.
On the other hand, composites present a high material cost and have a limited track record offshore, despite widespread applications in other industries. Currently, there are few codes and standards with direct applicability to composite risers. Further concerns relate to damage to the sub-laminar which is hard to inspect on a manufactured pipe, and to the challenges of making up connections and end fitting design.
Some of the benefits that composites may bring to the riser industry include:
- Reduced vessel hang-off loads
- Cheaper installation costs (due to lessened weight)
- Lower maintenance requirements
- Low roughness on internal bore (offering increased flow rates).
Despite these benefits, replacing steel with composite materials is unlikely to reduce the costs for existing designs. The real advantage composites offer is as an enabling technology for new concepts and operations in challenging locations and environments.
To assess the potential benefits, 2H Offshore performed a comparison of a deepwater production riser using both steel and composite pipes. The study was designed to ascertain the potential benefits of composite pipe, and does not make a case for an optimized composite riser design.
SLHR overview
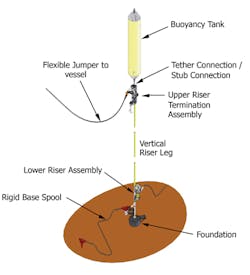
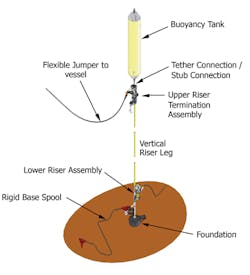
The Single Line Hybrid Riser (SLHR) is an established deepwater riser system that has been used extensively around the world. It employs a vertical steel riser section, tensioned by a buoyancy tank, which is connected to the host vessel via a flexible jumper. The concept is also known by other acronyms such as SLOR and FSHR.
The main components are:
- Foundation
- Lower riser assembly (LRA)
- Standard riser joints
- Upper riser termination assembly (URA)
- Buoyancy can and tether/stub connection
- Flexible jumper
- Rigid base spool.
The study considered a conventional SLHR with a steel vertical riser leg and compared it to an equivalent riser with the steel pipe replaced by composite pipe. All other components in the system were kept the same. Water depth selected was 2,000 m (6,562 ft) because the SLHR riser concept is well established and field-proven at this depth.
The internal diameter for the composite pipe and steel pipe was kept constant. Pipe wall thicknesses were selected for the respective material properties, but based on similar static loads. Global finite element models were created of the two riser systems and analyzed to compare the differences.
The main findings from the study are presented below.
Lower riser assembly. A flexible joint (or a rotolatch system) is typically used for hybrid risers to accommodate the large bending moment at the base of the riser and to ensure adequate extreme storm and fatigue performance. Due to the increased flexibility of composite pipe it may be possible in some circumstances to eliminate this flexible joint at the riser base. However, for the study case, removal of the flexible joint was not possible due to loading at this location.
Tension. A base tension overpull is required to limit riser fatigue damage and reduce loads on the rigid base spool. For the steel riser, the required top tension drives the selection of the wall thickness as the high tension causes high axial stress for the top half of the steel riser.
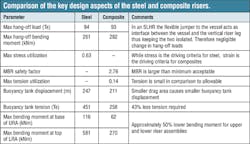
The required top tension for the composite riser is less than the base overpull. This is a result of the low riser weight which when combined with insulation coating makes the pipe buoyant, even when flooded. Selection of the wall thickness for the composite riser is therefore not impacted by tension requirements. To achieve a base tension of 176 metric tons (194 tons) at the riser base, the steel pipe SLHR requires the buoyancy tank to apply 365 metric tons (402 tons) of tension, whereas the composite riser SLHR requires just 155 metric tons (171 tons).
Buoyancy tank. The volume of the buoyancy tank is defined by the required upthrust, a function of the total weight of the riser components. Supporting the single riser leg weight forms a large proportion of the total required upthrust. For a composite pipe SLHR, the size of the buoyancy tank can be reduced by up to 40%. The cost of the buoyancy tank calculated for the steel riser is roughly £1 million for materials and fabrication. Potentially, a 40% saving can be achieved using a composite riser, due to the reduced size of the buoyancy tank. Handling and installation cost savings are also likely with lessened requirements for lifting capacity, storage space, and pressurization time.
Riser fatigue performance. The fatigue performance of the riser improved significantly due to the composites' fatigue characteristics and the eradication of welds along the riser leg. Although the fatigue value of composite pipes is not well established, it is expected to be better than the steel parent material - fatigue details of which have been used in order to illustrate the expected improvement in fatigue life.
Reduced buoyancy has a negative impact on the steel stub located below the buoyancy tank and results in a 33% reduction in fatigue life (although this has not been optimized). The fatigue hot spot for the steel riser was determined to be at the weld closest to the URA interface. Replacing the steel pipe with a composite material improves life at this location by a factor of more than 100 times. The hot spot for the composite riser is at the steel stub below the buoyancy tank - here fatigue life is 200% higher than the steel riser minimum fatigue life.
Cost. Composite materials are expensive and the required composite pipe could cost close to three times the price for an equivalent steel pipe. However, savings can be achieved through the reduction in buoyancy tank size and LRA/URA sizes. Probably the biggest cost saving would come from simplifying the installation process as the reeled pipe and the smaller buoyancy tank would require less offshore installation time and smaller installation vessels. Despite an improvement in performance, there is not an obvious argument to adopt composites based on cost alone. However, the composite pipe cost is at least comparable to a steel option in the SLHR configuration considered.
Deeper waters
In deepwater, the technology limits of using steel often present serious challenges to the viability of existing riser designs. Design issues include the weight of riser strings longer than 3,000 m (9,842 ft) and achieving adequate fatigue lives. Here the advantages of composites can potentially be harnessed to solve the issues.
Conclusion
Composite systems have been tested and can be applied in offshore risers, and could be considered for further riser applications, with potential improvements over steel alternatives.
Now codes and standards specifically applicable to composite risers are being developed currently by DNV GL and API, which should reinforce the growing acceptance of this new technology.
A hybrid riser system can benefit from changing the steel pipe sections with composite pipe sections. Bulk sizes of the buoyancy tank and the riser assembly frames will be reduced as a result of the enhanced weight-to-strength ratio of the pipe section. Installation will require reduced lift capacity and time duration.
Composites can help the offshore industry reach new depths and operate in harsher environments. They represent an exciting potential solution to future design challenges for the riser industry. However, more radical design solutions should be considered to further optimize riser design by taking advantage of the material properties of the composite pipe.