Non-destructive ring test assesses true needs of deepwater pipes

Peter Roberts, Verderg Pipe Technology Ltd.
Professor Alastair Walker, Consultant
Prior to 2015 no reliable non-destructive test method existed for measuring the collapse pressure of deepwater pipeline joints, which are typically around 12 m (39.3 ft) long. Historically, the industry has favored testing a few specimen joints to destruction, then combining the results with the best available structural design techniques and a substantial safety factor to determine a conservatively safe pipe wall thickness. This approach on several projects led in turn to creation of the best-known design code for deep water pipelines, DNVGL-OS-F101.
There are, however, two major drawbacks to this approach. One is the huge cost arising from committing to a large safety factor due to the lack of measured strength data. The other is that the ultimate collapse strength of a group of manufactured pipeline joints varies considerably from joint to joint, even though they are notionally identical. Numerous features of the manufacturing process and materials affect the collapse depth; if the entire design methodology is reliant on destructive tests of just a small sample of pipes, these could, it should be noted, include a rogue pipe with a collapse strength even lower than that permitted by the safety factor.
Ring Testing, a patented method developed by Verderg Pipeline Technology, provides a direct, reliable, non-destructive measurement of a deepwater pipeline joint’s ultimate collapse depth by testing the collapse strength of a short ring cut from the ends of a significant number of sample pipes, leaving them still within tolerance for project deployment. Among the main benefits are:
• Lower manufacturing costs through reduced material use: lessening wall thickness cuts the volume of steel required. That means costs can remain in line with typical norms for marine pipelines as opposed to those associated with ‘frontier’ projects.
• Lower installation costs, as the resultant lighter pipes can be laid by smaller vessels.
• Ring-testing applied to a deepwater pipeline project can typically yield capex reductions of 15%, with increased confidence of safety.
• A lessened risk of schedule delay due to near real-time testing of pipe joint strength during manufacture. Early detection of defective joints cuts the risk of having to quarantine large inventories, which can delay project progress and ultimately, first gas.
• Improved, quantified and auditable insight into safety during the design of pipelines as a data base of test results builds up.
• More competitive bidding as lower wall thickness means that more pipe mills worldwide can pre-qualify for deepwater line pipeline projects.
Verderg’s method measures the ultimate collapse strength of a pipe joint by compression testing under hydrostatic pressure a short ring cut from the pipe end, leaving the joint within length tolerance for project use. This is specifically relevant to subsea pipelines installed beyond the depth at which the pipe’s ultimate collapse mode changes from tensile failure under internal pressure into buckling implosion under external hydrostatic pressure.
Verderg’s patented statistical analysis routine determines with a high level of probability the absolute minimum collapse strength of an inventory of manufactured pipe. This improved insight into the safety of a complete pipeline allows the pipe wall thickness to be reduced to what is actually needed, while retaining the required safety factor and delivering the benefits listed above. Most importantly, the enhanced certainty of safety provided by the more economic design transforms what might have been seen as a high-risk project into a more routine opportunity. Verderg licences its ring-testing technology to leading test houses worldwide, currently including C-FER in Edmonton, Canada, and DNV GL in Singapore. Technology qualification approval from DNV GL has also been secured. Verderg’s technology was used under license for the South Stream (since renamed TurkStream) gas pipeline project in the Black Sea. All ring tests were conducted by C-FER.
Pipelay milestones
Over the past 25 years there has been a steady evolution of subsea pipelines for installation and operation in deepwater, typically beyond 2,000 m (6,562 ft). Small diameter pipes (around 16-in.) have been laid in depths of up to around 3,000 m (9,842 ft), while larger-diameter pipes of up to 32-in. have been installed in water depths of up to 2,500 m (8,202 ft). Future projects will likely require installation and operability in depths of 3,500-4,000 m (11,483-13,123 ft).
The ultimate failure mode of conventional water depth pipe is material tensile yield in the pipe wall followed by plastic stretching until the wall bursts outwards under excessive operating pressure. With deepwater pipe, however, the ultimate failure mode is external pressure collapse, a far more complex, implosive structural buckling of the pipe wall cross-section during installation, either plastic, elasto-plastic or elastic depending on the ratio of the pipe’s diameter to its wall thickness. The depth at which a deepwater pipeline collapses hinges on various factors, such as ovality, small changes in compressive strength around the circumference and through-wall thickness, plus changes in the compressive modules of the steel at increasing external pressure. Another factor is wear of the semi-circular moulds used during manufacture of the pipe. In addition, secondary forces can influence collapse conditions, one example being the bending stress in the pipe catenary during installation.
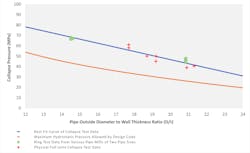
When determining the potential for external pressure collapse, the main dimensions of the pipeline that need to be taken into account are the internal diameter and the wall thickness. These are also the main drivers in determining whether or not a pipeline is economically feasible. The internal diameter controls the rate at which oil or gas can be transported through the pipeline, thereby defining the upper limit of the revenue stream. It also has a direct bearing on operational costs over the pipeline’s lifespan. As the wall thickness increases, so does the cost of manufacturing the pipeline because the volume and cost of the pipe steel also goes up - and at the same time, much larger and slower presses are needed to bend thicker plate into a tube. Pipeline installation costs too go up as wall thickness rises because the extra weight requires larger vessels and upgraded pipe handling and welding equipment. And the thicker pipe wall takes significantly longer to weld and inspect on the lay barge, slowing the lay rate.
The sensitivity of external collapse pressure of subsea deepwater pipelines to a wide range of material and geometric imperfections is well documented. Typically, before the design of a deepwater pipeline is completed, sample pipe joints are formed in small batches and taken to a laboratory and pressurized in a huge tank until they implode, a process known as destructive testing. This method provides insight into the actual strength of similar pipes when these are bulk-manufactured much later in the project and laid, welded together, on the seafloor. Destructive tests, when combined with generous safety factors, have been of use in estimating real-life collapse performance of entire pipelines and have helped to validate empirical formulas used in subsea pipeline design guidance.
Design variables
There are many factors in the design of pipelines suitable for mid-, deep-, and ultra-deep subsea applications, all of which are stipulated in the design guidance. The best-known example is the DNVGL-OS-F101 design code. Considerations include pipeline ovality, material compressive strength, wall thickness variation, average diameter, material anisotropy (variability) both around the circumference of the pipeline and through the wall thickness. Others are distortion and material property changes at the longitudinal seam welds present in all deepwater pipes, the shape of the stress-strain curve (usually defined in terms of the ‘tangent modulus’), plus the heat treatment and expansion applied to the pipe post-manufacture.
The design guidance provides empirical formulas which consider most factors via empirical coefficients and conservative safety factors. It is a challenge to work out how changing one variable will impact other properties of the pipe joint, and there is a natural reluctance to veer away from the tried and tested design guidance. But it is also prohibitively expensive and cumbersome to destructively test sufficient sample pipes to establish true statistical significance, in order for an accurate statistical projection to be made of the minimum collapse pressure of an inventory of pipe joints intended for installation on the seafloor. There are only a few suitable destructive pipeline testing facilities in the world, and this adds to the impractical nature and cost of destructive testing of pipe joints.
While a high safety factor is good engineering practice for a prototype or early-stage project, the conservative over-design has commercial repercussions. Currently, the risk profile of a deepwater pipeline project puts it in the frontier category, limiting bidding to a small group of major contractors. The schedule and final cost of such negotiated projects are not easy to predict, and the client must therefore assume considerable project risk.
Deployment of ring testing from the outset, however, can make a deepwater pipeline project suited to conventional project execution practice with reduced project risk and improved competitive bidding opportunity. This is because ring testing measures the actual strength of any single pipeline joint, leaving it undamaged and available for installation. By ring testing a statistically significant group of pipe joints, the minimum collapse strength of the whole group can be calculated with a high degree of statistical accuracy, and a lower safety factor adopted. This is an approach applied routinely by other mature industrial processes which are monitored by non-destructive testing at regular intervals.
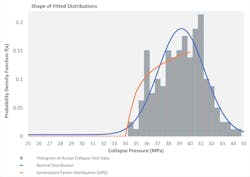
The statistical distribution of the collapse depths of a statistically significant group of deepwater pipe joints (200 joints, for example) can be analyzed to determine a safe minimum collapse depth for the whole pipeline (e.g. 30,000 joints). Until now, the industry has assumed a ‘normal distribution’ for the variability of the real collapse depth, joint by joint. But under the normal distribution there remains a risk that the pipeline will still fail, even in shallow-water depths. Potential investors in a pipeline costing hundreds of million dollars know that it only takes one joint in, say, 30,000 to fail for the whole pipeline to shut down. Repairs to a deepwater pipeline are very expensive and the system could take over a year to bring back online.
By analyzing a statistically significant sample of real compressive failure test results on pipe joints, Verderg has concluded that in the ‘real offshore world’, there is an effective minimum collapse failure pressure. The normal distribution commonly applied in Engineering is too simplistic to characterize this lower cut-off point. However, the company has identified the beneficial asymmetry in deepwater pipe collapse strength behavior, and can describe the ‘real-world’ asymmetrical failure pressure distribution precisely, using a ‘Generalized Pareto Distribution’ (GDP), a feature of the advanced statistical modelling available from recent advances in the mathematics of extreme events. (GDP modeling is, for instance, now being applied to predict naturally extreme events such as flooding.) The company can apply its statistical analysis methodology to confirm with confidence that a reduced wall thickness design is safe at an early stage in the project before a capex commitment, then deploy ring testing in the pipe mills later during the subsequent procurement phase to continuously monitor the safety of a statistically significant sample of the pipe joints as they are manufactured.
If at this stage ring testing detects a fall in collapse pressure measurements, manufacture can be stopped and the problem resolved before more suspect pipes are produced. As stated earlier, prompt detection of defective joints lessens the risk of having to quarantine large inventories, which can set back the project and delivery of first gas, as well as increasing the cost.
Over all, adoption of ring-testing can permit a wall thickness reduction that can potentially lead to 15% capex gains, along with increased confidence of the pipeline’s safety. This is a result of maturing deepwater prototype pipeline project execution into a routine activity by giving access to non-destructive measurement of the pipeline’s actual minimum strength. •
The authors
Peter Roberts has worked in the pipeline industry for over 45 years, having previously served as Director, Project & Construction Services at JP Kenny & Partners and Managing Director of INTEC Engineering. He was involved in major projects including a pipeline between Hainan Island, southern China, and Hong Kong, and the deepwater Medgaz gas pipeline system between Algeria and southern Spain. After forming Verderg, he oversaw development of its patented ring testing technology including its adoption for the design and procurement phases of Gazprom’s South Stream deepwater gas pipeline project in the Black Sea (since renamed TurkStream).
Professor Alastair Walker has acted as a consultant to Verderg since 2005, having worked previously with Peter Roberts at JP Kenny, and has also advised numerous oil and gas companies and pipeline engineering contractors worldwide, most recently for Woodside and Chevron in Perth, Western Australia.