Compact separation technology enhances subsea boosting
Mika Tienhaara
ASCOM Separation
Implementation of subsea boosting over the last decades has included multi-phase pumps, some with separation and pumps combined. To further improve robustness, reduce risks, and reduce total capex, continued development and qualification of innovative compact inline and novel spherical type separators has been done and is ongoing.

Click image to Enlarge
Not only does compact separation technology allow for more robust seafloor solutions, it also influences the flow assurance solution chosen and the need for hydrate inhibition, as seabed separation of gas and liquids can reduce gas hydrates formation because the gas and liquids can be transported separately to the topsides host. Seafloor separation also means that the topsides architecture can be simplified.
To qualify separation technology, testing flow loops with realistic conditions is required. The use of such a facility with high flow rates and real hydrocarbons at elevated pressures allows for comprehensive testing in the full operating window to reduce the uncertainty prior to field deployment.
More common to date is the use of multi-phase boosting, without any seafloor separation, using rotating equipment. This can transport gas and liquid in the common risers, requiring robust flow assurance measures to mitigate gas hydrate formation.
Including subsea separation of gas and liquid on the seafloor has several advantages. It can reduce the risk for hydrate formation and reduce the overall energy requirements. Furthermore, the topsides can be simplified and the capex of the host platform topsides can be reduced. If the aspects of oil/water separation and produced water treatment are included on the seafloor, which can be relevant to consider for mature fields, it can allow for produced water reinjection into the well and support to maintain reservoir pressure.
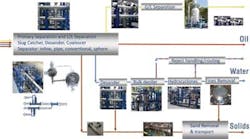
So the subsea separation toolbox needs to cover the incoming wellstream for slug catching and primary separation of gas and liquids, oil and water, as well as any potential sand separation. Sand removal can be critical to protect equipment from unnecessary erosion and deterioration of equipment life.
Click image to Enlarge
Gas/liquid separation
Typically, gas and liquids are separated in pressure vessels with a set of internals, for instance with an inlet device and demisting internals. Over the last decade, the use of pipe-based inline gas/liquid separators has increased, as these have proven to have high performance and good robustness in terms of operating range (handling large liquid volume fraction) and fluctuating inflow conditions (liquid slugs) when designed in a two-stage arrangement. Furthermore, with the optimization of the internal swirl element, the pressure drop over the two stages is considered acceptably low for most applications.
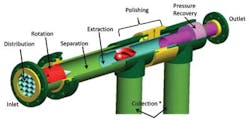
The inline separator at the inlet of a good wellstream distribution is provided into the static swirl, whereby the liquids gets a high rotational movement and forms a liquid film along the pipe wall as the liquids separate from the gas under gravitational forces. The liquids are extracted and routed into a liquid boot, while the central flow of gas with some possible remaining liquids goes to a second stage static swirl, with the same function, and later extraction, prior to a pressure recovery device and gas outlet. The liquids are collected in the boots and routed to a liquid hold-up vessel, e.g. a downstream separator. This allows for a high separation efficiency, relative high turndown ratio, and fluctuating flow conditions robustness.
The dual-stage inline separator is one key technology that covers the full 0-100% gas volume fraction range.

Testing and qualification
New technology for processing with varying flow conditions requires thorough testing and qualification, especially with new field developments demanding conditions.
It is important that a qualification program cover the full or most of the anticipated or known operating windows and that the program uses realistic conditions.
As an example, the dual-stage inline separator has been tested under realistic conditions at elevated pressures (up to 180 barg) and resulting low liquid surface tension. Under the testing the amount of LVF varied from 2-3% up to 16% (limitation of the test facility). The results showed a high separation efficiency, even when the incoming gas flow was reduced to one-third of the nominal flow rate, as a measure of turndown ratio [Schook, 2011].
Further subsea qualification under realistic conditions of a multi-phase flow loop with high flow capacity of up to 50,000 b/d of liquids at pressures up to 45 barg, was done for three different crude oils in the 19° to 36° API range.
In general the technology qualification method used can be divided into four main phases:
Phase 1. Computer modeling/system design: CFD simulations of flow phenomena form the basis for understanding of separation mechanism and design correlations.
Phase 2. Small scale model fluid tests: Measuring and visualizing physical flow phenomena (high-speed video) to verify the validity of Phase 1.
Phase 3. Large scale model fluid tests: To validate the design correlations to larger scale applications
Phase 4. Real scale tests under realistic conditions: High pressure, realistic scale flow rates and full hydrocarbon tests to verify the validity of design correlations and proper operation under field conditions.
To verify the performance and efficiency of various separation technologies, it is important to qualify the relevant equipment under realistic conditions of flow rate, pressures, and temperatures) at larger scale (up to 1:2 scale preferable).

Inline technology implementation
The robustness of the dual-stage inline separator is proven in operations for topsides applications, with more than three years of operation on an onshore wellhead platform, with the dual-stage inline separator as the single gas/liquid separation equipment used [lmaduddin, 2013].
Even though both vessel-based as well as inline separators are qualified and verified for subsea applications, further improvements in complexity and field economics are possible. A technology development program is ongoing as a joint industry project engaging several oil majors as well as a system integrator, to qualify a spherical separator mainly for deepwater applications.
Especially for deepwater developments, conventional solutions using cylindrical separator vessels are not feasible. This relates to vessel wall thickness requirements that limit vessel diameters [Olson, 2014]. If pipe code can be allowed for the design and fabrication, then this type of compact separation equipment can be considered.
To generalize, this latter type of solutions can be the most viable option from 1,500 m (4,920 ft) water depth. However compact systems will be sensitive to upset processing conditions and have complex controls. Installation costs can also be considerable.
In contrast, a spherical separator allows for a reduced wall thickness compared to cylindrical vessels and hence reduced fabrication costs and also reduced module size because of the more compact design. The use of a spherical separator allows for higher robustness and can substitute most of the compact equipment to simplify the whole solution and control system.
Spherical separators for high-pressure applications subsea have not been used or qualified. There is an ongoing joint industry project with oil companies and a system integrator participating that aims to qualify this solution for both gas/liquid separation as well as oil/water separation, as this is evaluated as a gap in the technology readiness level. The spherical separator can also be used as a slug catcher. In the first phase of the JIP a large-scale half-transparent spherical separator is going to be used for gas/liquid separation testing at low pressures. Future development will cover the oil/water testing, prior to a realistic conditions qualification program using a high pressure flow loop. Current planning calls for full qualification to be finalized by the end of 2016.
This would enable the spherical separator to be used in field developments from 2017 and compete with other qualified technology such as slender type gravity separators for shallow water and compact (inline) systems for deepwater fields.
Acknowledgment
Based on a paper presented at the Deep Offshore Technology International Conference & Exhibition held in Aberdeen, Scotland, Oct. 14-16, 2014.
References
Schook, R., Thierens, D., "De-bottlenecking of mature field production through the use of very compact and efficient separation equipment, topside or subsea," OTC-21617-PP, 2011.
lmaduddin, I; Tienhaara, M., "Compact processing solution: lnline gas-liquid separator on the Santos Wortel Field," SPE 166572, 2013.
Olson, M.D. et al, "Qualification of a Subsea Separator with On-line Desanding Capabilities for Shallow-water Applications," OTC-25367-MS, 2014.