Chemical remedial sand control using the subsea flowline succeeds

Michel Piemontese
Marco Colombo
Giuseppe Ripa
Dario Pellicano
ENI E&P
Pratyush Singh
John Murphy
Weatherford
Sand production is a major concern to the industry and is more critical today, especially in offshore environments where tolerance to sand production is low. Sand influx into the wellbore may lead to problems such as valve and pipeline erosion, sand deposits in separators, and economic loss from production limitations. Mechanical sand control methods are considered reliable and there are options available, from simple to sophisticated, depending on the situation. When sand control is predicted to be a life of well issue, operators often install sand control from the outset.
So it was with ENI E&P in an offshore field offshore northwestern Nigeria which was first produced in 2003 and subsequently upgraded in 2009. Production is from subsea wells at a water depth of about 2,000 ft (610 m), where the temperature is as low as 5°C (41°F), via flow lines to an FPSO. All the wells in this field required sand control measures in the reservoir section from the onset, to prevent sand production from the five producers and sand back-flow into the four injectors. The producers are equipped with three frac packs, one gravel pack, and one expandable sand screen. Injectors are equipped with standalone screens. In one of the wells the frac pack clearly failed, resulting in sand production that threatened the subsea flowline and wellhead integrity from erosion over a four-year period of sand production.

After reviewing available data, it was determined that to minimize the risk on the subsea asset and to increase the maximum sand free rate (MSFR), some form of sand control remediation was required. The obvious approach was to work the well over, but this would involve costs and delays in addressing the problem. So, several chemical sand-control solutions were considered. The use of chemicals such as resins has had some success but when treating wells with resin, once the treatment has cured over the substrate, it cements the sand grains together and reduces formation permeability and consequently loss of production. However, another alternative was the zeta potential altering system (ZPAS). This has a limited risk of reservoir permeability impairment and can be applied by mixing the chemical with seawater and simply bullheading it into the formation through the flowline.
Zeta potential altering chemistry
Zeta potential modification is not new and has been used in the oil field for years in such applications as corrosion and scale inhibition, as well as in drilling fluids to improve solids dispersion. The active ingredient of the ZPAS is an inner salt of a very low molecular-weight polymer, that when added to the base fluid disperses and rapidly coats any metal oxide substrate such as sandstone or any other anionic downhole formation. It also contains a component that can disrupt the water layer that coats solid surfaces in the formation. It is not an absolute sand-control solution, such as an expandable screen, gravel pack, or a frac pack, but it creates an ionic attraction between the sand and fines grains, and modifies the relative permeability of the formation. The main features of the system are that it enables an increase in MSFR and eliminates or significantly reduces sand fines migration.
ZPAS is a matrix treatment that modifies the zeta potential of the anionic formation particles to within a range of +3 to -5mV, where the sand and fines particles become attracted and agglomerate. ZPAS works on the anionic substrate. It modifies the zeta potential of most fines and reduces or stops fines migration, thus preventing or significantly reducing the near wellbore damage they cause. This process presents a low risk to the reservoir, and can be pumped using rate diversion into long producing intervals.
Treatment design
The well in question was a dual-zone intelligent completion and its selectivity feature enabled the operator to identify the fact that the upper zone was producing sand while the lower one was sand free.
The well had been a high producer since February 2009 and had a gross flow rate of approximately 1,450 b/d, with 50% BS&W and a GOR of 750 cf/bbl. Both zones were completed with a frac pack for sand control, but the upper one failed and needed remediation to allow continued production. By manipulating the zonal flow control valves, it was possible to direct flow via the flowline to the damaged upper zone, facilitating the pumping of treatment from the FPSO, using in place pumping equipment, while isolating the sand-free lower zone.
To assess the suitability of ZPAS, chemical lab tests were performed with formation cores and sand fines to verify that the treatment squeezed into the formation would not cause any formation damage. Based on these tests, the operator decided to proceed with a ZPAS treatment, and detailed plans for the performance of it were drawn in cooperation with the service company. The base fluid choice for ZPAS placement was sea water which was easily available from the FPSO facilities and, since it was being used for water injection, had proven reservoir compatibility. The sea water was filtered until turbidity dropped below 20 NTU, and a dispersant was added to enhance the ZPAS chemical distribution at the relatively cold seabed temperature.
Most ZPAS treatments use maximum pressure differential diversion techniques, where pump rates are maintained sufficiently high to allow fluids to enter all producing zones being treated. A step rate test is an important part of the pre-job evaluation to optimize the rate required for effective placement. The test is to identify the maximum allowable pumping rate, considering a threshold injection pressure up to 90% of formation fracture pressure. An injection (step-rate) test was performed and the recorded rates and pressures suggested a maximum rate of 15 bbl/min.
A major consideration in job planning was the possibility of hydrate formation in the 4.2-km (2.6-mi) long flowline with a volume of 100 cu m (3,531 cu ft) in the 5°C environment. To counteract this, methanol injection was used and the transient time between production shutdown and treatment was kept to a minimum.
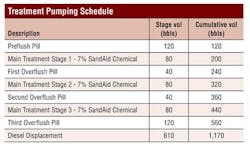
The treatment schedule was determined based on design considerations. The pre-flush and over-flush pills were filtered sea water with a dispersant chemical. The pre-flush and third over-flush were of a larger volume to minimize mixing with any produced hydrocarbons in the flowline. The final displacement was done with diesel to minimize water in the flow line at completion of pumping. A total of 1,170 bbls of fluids was pumped at up to 15 bbl/min, the maximum rate established.
Post treatment results
On the FPSO, sand monitoring was done with the support of acoustic clamp-on sensors which, after factory calibration with field-representative sand, were placed on FPSO piping upstream of the production choke. Acoustic sensor feedback can be considered qualitatively reliable where a quantitative measurement of daily sand production was not feasible. Based on the acoustic sensor, post-treatment sand production has been consistently reduced and, after more than two months of production, the well was sand free.
Conclusion
This was the first such treatment performed on a subsea well via the flowline and proved to be successful due to the pre-planning. The cost of the operation was minimal compared to the cost of a workover or the use of an additional vessel for pumping. The ZPAS treatment successfully repaired the existing frac pack and proved to be a viable alternative to conventional failed sand control remedial methods, and was found to be effective in minimizing fines migration as well. The Productivity Index remaining stable during post-treatment production, showing no impairment due to proppant or screens plugging.