DRILLING VESSEL TECHNOLOGY: Package DP upgrades arranged for Aker H3, PaceSetter semis
Editor's Note: This paper was presented in a longer form at the Rio Oil & Gas Expo and Conference, held in Rio de Janeiro, Brazil, in October 2000.
n recent years, there has been growing interest in dynamically positioned (DP) deepwater drilling rigs. There are two main reasons:
- In deepwater, the length and weight of mooring lines increase, which in turn reduce the stiffness of the mooring system. Further-more, the greater water depths and mooring line lengths make a deepwater mooring system complicated, costly and time-consuming both to handle and to installupgrade.
- Subsea well numbers have risen significantly, so each time a workover or intervention has to be performed, a drilling unit has to be mobilized. In areas with large numbers of subsea wells there will also be flowlines and other equipment on the seabed at risk of damage from a mooring system.
Newbuild deepwater drilling ships and rigs with DP have come onto the market in response, but the proportion of drilling semisubmersible units with DP remains small (around 20, of a worldwide fleet of 165). Of these, only two have been converted from moored to dynamically positioned units, namely the Noble Paul Wolff and the Petrobras 23, and even then only as DP class 2 rigs. There are various factors which have held back the pace of conversion:
- Existing semis are limited in deckload capacity, and can therefore not support the added weight requirements associated with DP in deepwater.
- They are also limited in deck area, and lack sufficient space to house all the extra equipment and systems associated with such an upgrade.
- Most semis do not have built-in redundancy requirements that are normally associated with DP drilling.
- Modification costs associated with DP upgrades are often prohibitive.
Other upgrades
There is increasing interest in upgrading second and third generation semis to DP units for mid-depth deepwater drilling. In response, GVA Consultants have developed the DP-Add-On concept. This allows for a deepwater upgrade of any two-pontoon semisubmersible and involves adding four new pre-fabricated and pre-outfitted corner sections to the semi. GVA has some practical experience, having recently managed conversion of the Petrobras XXIII from a third generation moored drilling semi with a 450-meter water depth limit to a DP unit operable in waters up to 1,900 meters deep.
Work on the new upgrade concept started in 1999, following approaches from several drilling contractors. Based on its experiences with the Petrobras project, the main challenge was to minimize the interface to the rig undergoing conversion. Key lessons learned from that project had included the following:
- The risk element in integrating new equipment with existing systems. This can be due to non-availability of detailed design drawings for the existing items, modifications during the rig's life, or impaired performance of the existing equipment due to age.
- Integrating existing controls with the new automation system can be a major undertaking.
- Converting an existing water-ballast tank to a thruster room requires a long period in drydock.
- Fitting piping and cables for new machinery into the existing structure is challenging from a space point of view.
Conversion particulars
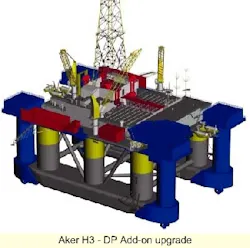
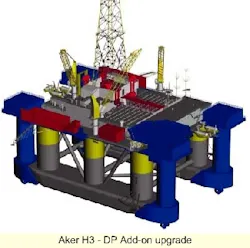
As stated, the DP-Add-On concept involves adding a pre-fabricated corner structure to each of the rig's four corners. All DP-related power and propulsion are included in the new pre-fabricated structures, which are pre-outfitted. Accordingly, the time during which the rig is tied up at the yard is minimized.
Each of the new corner structures features a pontoon extension, with a new thruster room, a column and a deck structure, including an engine room. The pontoon extensions and added columns provide additional deckload capacity to support the increased drilling loads and DP-related equipment weights, while the deck structures provide the extra space needed for machinery installations. Depending on the size and capacity of the semi undergoing conversion, the following capacities can generally be achieved:
- Water depth of 1,500 - 2,300 meters
- Deck and column payload in operation of 4,000-5,000 tons
- Total payload in transit of 4,000-5,000 tons.
Each of the four corner structures will typically house two diesel generators (1.8-3.5 MW), one high voltage switchboard, one frequency converter for a thruster AC motor, one azimuthing thruster with FP-propeller (4.5-5.5 MW), and one 450V switchboard.
A new DP control system is installed, including a rig management system. The latter is used for control of the new engine rooms and thrusters while the existing control system is kept for the existing rig. With the DP-Add-On concept, full redundancy is accomplished between the four corners, which in turn allows DP Class 3 to be achieved without further cost, barring added computers and sensors. An upgrade of the drilling system is also necessary to prepare for the increased water depths, typically consisting of:
- New drilling riser, new or increased riser tensioners, new multiplex BOP control system plus BOP stack guide-line less upgrade
- Potential new items, including riser handling equipment, a third mud pump, and increased mud storage capacity.
Conversion schedule
To minimize time spent by the rig tied up at the yard, the conversion employs pre-fabricated and pre-outfitted sections. The size of these sections depends on the yard's lifting capacity, but typically each new corner structure will be divided in two sections (pontoon/column and deck) or three sections to maximize pre-outfitting.
GVA has devised a typical upgrade schedule whereby after a conceptual pre-engineering phase up to Outline Specification level, the total conversion time is around 15 months. During this period, the semi is kept at the yard for just five months; it is free to continue working in its current conventional depth mode during pre-fabrication. By contrast, the Petrobras XXIII was tied to the yard for 12 months for the conversion.
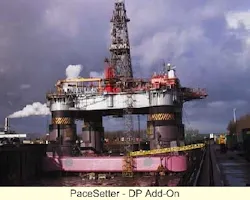
GVA has performed conceptual upgrade designs for both Aker H3 and PaceSetter drilling semis. The design has been taken up to Outline Specification level and includes stability, motion, DP and preliminary global structure analysis. The global structural evaluation has confirmed that it is possible to achieve 15 years' remaining fatigue life in moderate environments such as Brazil, West Africa and the Gulf of Mexico following the upgrade.