New subsea pump enables operators to move chemical equipment to the seabed
Most recent advances in offshore technology are designed to increase hydrocarbon recovery or reduce capex/opex by improve overall field design. One such new technology is the transfer of well treatment chemical storage and pumping equipment from the host production facility to the sea floor, adjacent to the wells. The significant advantage is that it allows for the reduction of complex production umbilicals and assists in supporting all-electric subsea trees by moving the chemical injection systems subsea.
Hammelmann Corp. has long since built chemical pumping systems for major operators’ production facilities around the world. So, with the idea of moving this technology subsea, and with the support from major operators, the company developed their high capability and reliability pump into a subsea package. The challenge was to transfer this high capability and reliable system into a subsea package that could meet the stringent operational requirements needed for deepwater operation.
With the operational profile assistance given to them by a major oil and gas concern, and with help from OHI, LLC in application, logistics, and configuration, Hammelmann embarked on the development of two pump configurations with multiple pressure and flowrate capabilities. The first challenge was picking the right size and configuration pumps to offer. Two of their highest priority goals were to meet high reliability and high-pressure multiple fluid flow rate and type compatibility.
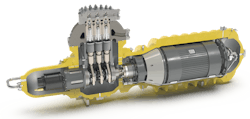
The next challenge was packaging this system so that external subsea pressure could be managed, and internal components could use materials better selected for their operation and their compatibility with subsea. Hammelmann decided to place their pump, and supporting components inside an outer housing, that could ensure compensation to suction pressures while keeping the pump safe from external pressure transients while idle or pumping. This had the added benefit of isolating other components like the drive motor from sea water and sharing a common lubrication system with all components.
The operational challenges of placing these pumps long distances from the production facilities meant that the pump must be capable of operating with initial voltage losses and against full injection pressure head. To accomplish this, the drive motor is capable of handling large voltage drops, and the pump is internally configured and capable to de-stroke to zero flow output, start, then bring on flow gradually against pressure. In addition, the same pump with smaller plungers can be used in HP/HT applications over 20k psi (1380 bar), or with large plungers for high volume flow.
The initial pump is complete and has passed comprehensive tank testing. This same pump is now in the hands of the aforementioned oil and gas company and its offshore equipment supplier for additional long-term trials and environmental testing.
“We are confident in our subsea pump as we are in our very reliable surface pumps, as our track record for providing the best and most capable pumps is unparalleled, says Dr. Stephan Notzon, program manager for Hammelmann in Oelde, Germany. He adds: “Our use of a full enclosure allowed us to use the best and highest reliable materials and components on the market, so as our pump wears, as all pumps do, it wears slowly while providing exceptional service and very long life.”
As Hammelmann initially intended the design be used for chemical injection, inquiries for other applications occurred, for example as a lube oil pump for production booster pumps, or for other injection such as production enhancement chemicals. In most of these field design ideas, chemicals are stored in tanks subsea, but in high-flow constant injection applications, only a surge tank is needed, such that chemical supply can then be provided with a much lower cost low pressure field supply line.