Total sanctions seam-welded tubes for west of Shetland umbilical

Reduced wall thickness cuts offshore installation costs
S. Delettrez
Vallourec Umbilicals
B. Robson
TechnipFMC Umbilicals
J.P. Roques
Total
H. Evin
Vallourec Research Center France
Super duplex tubes are the main cost item in a steel tube umbilical, and optimizing the wall thickness to minimize the material required can provide significant cost savings. Vallourec Umbilicals’ newly developed super duplex seam-welded tube offers a guaranteed high material yield and tighter manufacturing tolerances, enabling more cost-effective tube designs without compromising safety.

A seam-welded tube. (Courtesy Vallourec Umbilicals)
The first successful installation was the 18-km (11.2-mi) umbilical that TechnipFMC supplied for Total’s Glenlivet gas/condensate field west of Shetland, which came onstream this August via a tie-in to the subsea production infrastructure serving the Laggan-Tormore fields. Glenlivet was co-developed with the Edradour field in water depths of 300-435 m (984-1,427 ft), but the benefits of seam-welded tubes are equally applicable to longer-distance umbilicals in much deeper water. Work on the new super duplex tube manufacturing process started in 2008, and the recent industrialization followed an extensive qualification program, which continues with various offshore operators, umbilical manufacturers and third-party type approval bodies.
The new process, developed in accordance with ASTM A789/A789M-10a, employs the established super duplex stainless steel grade UNS S32750 or 2507, used widely by umbilical manufacturers for subsea applications. Main benefits are strong pitting and corrosion resistance; high levels of strength and hardness; and tight dimensional tolerances properties (in the case of Glenlivet, ovalization is +/-0.03 mm).
There are four principal features of seam-welded tube manufacturing: a longitudinal welding line, an orbital welding line, hydraulic testing/cleaning/conditioning, and packaging. The longitudinal welding line is configured to transform a raw material, flat super duplex stainless steel strip into a 100% NDT (non-destructive testing) controlled coiled tube. The strip is formed into a round tube, which is welded by a laser source and then heat treated and calibrated before being controlled by ultrasonic testing and eddy current testing methods: the latter ensure detection of any possible defect greater than 5% of the wall thickness. Defect indications are automatically ‘red’ marked on the tube prior to intermediate reeling on the longitudinal welding line.
Several intermediate reels packed with completed tube are welded together (TIG, with super duplex filler material process) on an orbital welding line to produce a final spooled product ready for pressure testing and shipping. Any ‘red’ marks detected previously are at this point removed and replaced by circumferential welds on the line. All orbital welds are X-ray controlled in real time; the tube is then reeled onto a customer process reel, which will undergo hydraulic testing, cleaning and conditioning prior to shipment.
By applying these procedures, long-length super duplex umbilical tubing can be produced with a minimum yield strength of 750MPa and a minimum ultimate tensile strength (UTS) of 900MPa, for each tube size and wall thickness. Vallourec undertook demonstrations of tube property reliability as part of an extensive, Bureau Veritas-witnessed qualification program and in line with stringent testing requirements specified by TechnipFMC Umbilicals and Total.
The manufacturing process provides further benefits in terms of manufacturing tolerances and general geometry of the tube. Constructing the tubes from strip raw material means that the tube wall thickness tolerances are directly linked to the manufacturing tolerances of the strip wall thickness, so from the strip manufacturing process a tolerance below 5% is guaranteed. For seamless tube, wall thickness tolerances selected for the design and calculations are usually around 10%, but for seam-welded tube the tolerances can be set at up to 5%, depending on results of the qualification program. Residual ovalization is below 3%, which compares with 5% typically for seamless tube.
Yield strength, wall thickness tolerance and ovality all play an important role in the tube performance. The qualification program showed that tube wall thickness could be optimized and significantly reduced, in turn lessening the weight and quantity of raw material. Another benefit of reduced wall thickness is an increased bending performance of the tube. The tube’s bending capacity drives the manufacturing process, as well as the packing and installation method for the umbilical. For the main manufacturing phase of the fabrication and for the final packing, the tube and the umbilical are spooled onto a reel at a radius at which the tube will be plasticized. Typically, the maximum level of plastic deformation allowed per spooling is around 2%. Increasing the bending capacity of the tube enables use of a reel with a smaller inner core.
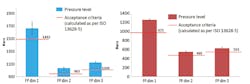
Tables show (left) high pressure and burst resistance and collapse resistance (right) of three samples with the following dimensions: (1) 15.25 mm outer diameter (OD) x 1.15 mm wall thickness (WT); (2) 28.5 mm OD x 1.45 mm WT; (3) 18.1 mm x 1 mm WT. (Courtesy Vallourec Umbilicals)
Results show that the main benefits in terms of bending radius are for the larger seam-welded tubes. This could be explained by the fact that the bending radius is driven by the wall thickness of the tube and the nominal elastic strain. Due to the manufacturing process, the yield strength of the seam-welded tubes is independent of the tube size, something which is not the case for seamless tubes. This has a significant impact on the project as all manufacturing design and installation constraints on steel tube umbilicals are directly driven by the properties of the largest tubes.
There are further potential benefits for the umbilical, such as fatigue performance and the bend stiffener design. The increased bending capacity of seam-welded tubes should lead to a significant reduction in the bend stiffener size, although this still needs to be quantified on a case-by-case basis.
Development history
Subsea umbilicals for deep and ultra-deepwater field applications are becoming more demanding to design and engineer in terms of injection capacity, power requirements and other factors, according to Vallourec Umbilicals’ Managing Director, Stéphane Chrobot. “The water depth is really an issue, especially for longer tiebacks, and the only response to this up to now has been to increase the thickness of the tubes.
“A subsea umbilical can contain up to 10 steel tubes, which makes it very heavy, and this combined with the length can make transporting it and the subsequent installation problematic. These were the considerations we had in mind when we started our R&D project with Total in 2008-09, and our focus was on a solution that could control the wall thickness and weight of the tubes.”
Vallourec had assembled an R&D team incorporating specialists from Total and the company’s Finnish steel supplier Outokompu. “We had made welded tubes for heat exchangers,” Chrobot explained, “and decided, why not adapt that seam/laser-welded process for steel tube umbilicals? After several months of studies, we concluded it would be feasible.” TechnipFMC also came onboard in 2011, when Vallourec Umbilicals was established and had created a first prototype seam-welded tube, which needed to be qualified by an umbilical manufacturer.
TechnipFMC designed, manufactured, and installed the Edradour and Glenlivet umbilicals: Vallourec was subcontracted for the tubes, but at the time did not have the capacity to supply all the tubes seam-welded, with only one specialist seam-welded production line operational at that point, in Venarey-les-Laumes, central France. Glenlivet was the first live project. Vallourec Umbilicals has since doubled capacity at the plant, with two lines now capable of producing 1,000 km/yr (621 mi) of seam-welded tubes. “This is still not enough, however,” Chrobot said, “so we are considering a further investment for when the market picks up.
“The plant can produce all types of seam-welded tubes for steel umbilicals. “At present we can make tubes with an internal diameter of 0.5-in., and with a wall thickness of up to 1.5-in. We start with a strip of metal, which is formed into a round tube, then laser welded to form a bonding on the steel. The tube then undergoes heat treatment on the production line, followed by phased-array non-destructive testing to check the quality of the weld and the steel and any deviations from the required geometry. Any defect (up to 0.5% of the tube’s wall thickness) is automatically marked in red and then removed. We then perform an orbital weld on the second production line before coiling the finished tube onto a reel.
“Today we see some deep and ultra-deepwater projects coming forward, though less than in the past, with more of a focus on tiebacks to existing facilities. But there is growing interest in our technology, as the process uses less steel – and super duplex is quite expensive – so our system is price-competitive.”
Aside from Total, Vallourec Umbilicals has produced some prototypes for Statoil, and the company has been working on qualification with various other major operators and NOCs. The seam-welded tube process has also been qualified by the other main steel tube umbilical manufacturers, Aker Solutions, Nexans, Oceaneering and Prysmian, although at present the production capacity cannot supply all these companies’ needs.
“The oil and gas industry is very conservative, particularly for a new subsea application,” Chrobot said. “For this development, we had to demonstrate first that we could produce a prototype, and then that it was of the required quality. We had to stage over 11,000 tests to prove the mechanical strength properties, corrosion and fatigue resistance, including hydrogen-induced stress cracking tests in different sizes and different conditions for various clients, plus collapse and burst tests: in the latter case, we increase the pressure until 2,000 bar.
“To date we have not encountered a single failure in a laser weld during tests. You might think that for a seam-welded tube, the weak part should be the weld, but we are not adding filler material when we longitudinally weld the tube. This process involves a laser bonding the steel, so that part is even stronger than the rest of the tube.”
Glenlivet project
The Glenlivet gas/condensate field is in block 214/30a, 35 km (21.7 mi) east of the Laggan field in the UK’s west of Shetland area. Glenlivet, in 440 m (1,443 ft) water depth, was developed jointly with the Edradour field which is in shallower water, 17 km (10.6 mi) to the south. Both are tied back to the existing Laggan-Tormore subsea infrastructure, and the commingled fluids from these three fields and the Tormore field are processed at the onshore Shetland Gas Plant.
For the two-well Glenlivet development, the umbilicals provide the required hydraulic, electric and fiber optic services along with chemical treatment (scale and wax inhibitor). Corrosion inhibitor is continuously dosed into the Laggan-Tormore MEG (monoethylene glycol) system. The Glenlivet umbilical comprises seven 19.05-mm nominal bore, seam-welded super duplex tubes, three 16-mm cables, and three fiber optic cables. The umbilical was completed with an inner sheath, an armor wire package, and a final outer sheath.
Vallourec seam-welded tube offered acceptable mechanical properties for the service conditions, client specifications, and industry standards. The material yield stress value, higher than for an equivalent seamless material, resulted in a thinner tube wall thickness, and the associated weight reduction brought down the cost of the manufacturing processes, logistics, and offshore installation.
TechnipFMC Umbilicals in Newcastle, northeast England, manufactured the Glenlivet umbilical using the company’s Vertical Helix Assembly Machine (VHAM) in a single assembly. The VHAM has high-capacity process bobbins for functional components that are issued to the tube manufacturers to spool product onto. The weight reduction provided by the seam-welded tubing allowed the full supply of each tube to be provided on a single bobbin, removing the need for tie-in welds to achieve the final length of roughly 18 km (11.2 mi).
Prior to the start of this project, a Vallourec seam-welded tube was included in a prototype manufactured on the VHAM. This was critical to ensure full suitability of the tube throughout the manufacturing process. Following manufacture, the prototype umbilical and tubing were subjected to a comprehensive verification-testing program, the results of which confirmed problem-free, full manufacturing capability. The next step was to move the tube into full-scale manufacturing on the VHAM for this project. Throughout the manufacturing process no issues arose, and the tube was qualified for project umbilical assembly.
Total, supported by its specialists in Paris, had begun the qualification process with Vallourec over four years ago, later supported by TechnipFMC Umbilicals’ own supplier qualification program. This collaboration and in depth R&D by all parties was essential to be able to move with confidence into a full-scale project. A new product ‘life cycle’ through the manufacturing process was assessed for risks, including logistics and product handling, and development of welding trials, all of which helped remove doubt from the critical processes that had historically employed seamless tubes.
In 2015, Vallourec delivered 133 km (82.6 mi) of tube to TechnipFMC Umbilicals with an inner diameter of 19.05 mm and a wall thickness of 1.82 mm for the Glenlivet project, and manufacture and installation of the umbilical was completed in 2016. For handling during installation, the umbilical needed to perform as defined by the mechanical properties of the design, and in line with the performance of umbilicals produced with seamless tubing. In the event the consignment was spooled from the TechnipFMC Umbilicals plant into an under-deck carousel and installed at the field in summer 2016, without any issues.
The tubes supplied for this project delivered a 17% saving in wall thickness compared to seamless tubing, and this had a positive impact on the umbilical design and on the subsequent installation.
Note:This is an adapted version of a paper presented at the Offshore Mediterranean Conference in Ravenna, Italy, in March 2017.