Pre-commissioning the Nord Stream pipeline

Marco Casirati
Jarleiv Maribu
Nord Stream AG
John Grover
Daniel Fehnert
Baker Hughes PPS
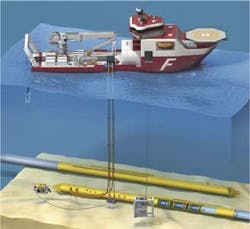
As submarine gas pipelines get longer and more remote, the challenge of pre-commissioning becomes greater. No project demonstrates this better than the groundbreaking Nord Stream pipeline, which comprises two 760-mi long, 48-in. diameter twin gas transmission pipelines running from Russia to Germany through the Baltic Sea – a delicate marine environment that needs to be protected and preserved.
In September 2011, the pre-commissioning of the Nord Stream Line 1 was completed ahead of schedule. Line 2 pre-commissioning was completed one year later. These are the world's longest single-section offshore pipelines.

The following discusses some of the challenges experienced during the planning, engineering and preparation for the pre-commissioning of this pipeline, and relate the relevant field experience collected during execution. A review of the schedule and lessons learned is also provided.
Nord Stream
The Nord Stream pipelines are defined as the offshore system which exports gas from Vyborg, Russia, crossing the Gulf of Finland and the Baltic Sea, to a receiving terminal in Lubmin (Greifswald), Germany. In addition to crossing Russia and Germany, the pipelines also cross the Exclusive Economic Zones (EEZ) of Finland, Sweden, and Denmark. Each pipeline has a capacity of 84 MM cm/d (2.9 bcf/d), with a total yearly capacity (for both pipelines) of 55 bcm (1.9 tcf).
The pipelines are designed with a segmented design pressure concept in accordance to the gas pressure profile along the route. There are no intermediate platforms along the route.
Each of the three sections was installed with offshore subsea terminations (start-up and laydown heads) designed for both the start-up and laydown operations and subsequent pre-commissioning activities. This was required because each of the sections had to be pressure tested separately.
Subsequently, the sections were joined by hyperbaric tie-ins at KP 297 and KP 675 thus creating a single 760-mi (1,223-km) pipeline.
Saipem was selected as the contractor for construction activities, while Baker Hughes was the selected contractor for the pre-commissioning work. The design and construction concept had a significant impact on the pre-commissioning execution.
Pre-commissioning concept
The initial concept was based on water filling from onshore to onshore, using large-diameter crossovers at the subsea tie-in locations for flooding. High-pressure crossovers would then be installed for pressure testing. Thus, all three sections of the pipeline had to be laid before commencing pre-commissioning operations.
Since the German area consisted of an almost closed bay with very shallow water and low currents, flooding was to be performed from Russia to Germany with dewatering in the opposite direction. This plan required a water winning and injection spread to be installed at the Russian landfall, with an air spread installed at the German landfall.
In an effort to reduce the environmental impact of the water treatment as much as possible, caustic soda (NaOH) and sodium bisulphite (NaHSO3) were initially selected as additives; the first to stifle anaerobic bacteria activity, the latter as an oxygen scavenger. The use of caustic soda generated significant concerns because of the possibility of precipitation of carbonates and blockage at crossover locations. Consequently, detailed water sampling and analysis trials were performed.
All pre-commissioning activities on the Nord Stream project were essentially "one-shot" operations that could not be repeated or reversed without major schedule impacts or affecting the permitting limitations for water disposal.
The pre-commissioning philosophy was further discussed and modified during the tendering phase with consultations between Nord Stream, Saipem, and Baker Hughes.
The resulting adopted philosophy was based on subsea intervention at the wet end of the sections from a subsea construction vessel (SCV). This philosophy enabled each section to be completed independently of any other sections, and enabled Section 1 (closest to Russia) to be pre-commissioned earlier in the year, while the sea at the Russian coast remained frozen and while Section 3 pipelay was still ongoing. This resulted in significantly increased schedule flexibility. The final pre-commissioning concept was established as:
- Pre-commissioning spreads onshore were located in autonomous areas separate from the construction sites used for the permanent facilities
- Pre-commissioning pigs for the subsea pipeline would not traverse the permanent pig traps or permanent valves
- Flooding, cleaning, and gauging (FCG) were performed offshore onboard the SCV. All subsea handling was performed by ROV
- Water was treated with sodium bisulphite and ultra violet light (UV) only
- Pressure test of sections 1 and 2 from SCV
- Pressure test of Section 3 from the receiving terminal in Germany (to reduce vessel time and risk from waiting on weather)
- De-watering from Germany with water discharge in Russia, after completion of subsea hyperbaric tie-in at KP 297 and KP 675
- Drying from Germany to Russia
- Nitrogen as a barrier between air and gas during commissioning of the pipelines.
The flooding, cleaning, gauging, and pressure-testing spread were installed onboard the Saipem vesselFar Samson and included suction pumps, a water treatment system, flooding and pressure test pumps. In addition, pressure test pumps for Section 3 were installed at the German landfall.
The dewatering and drying spread was located at German landfall and included 15 x 760 cu m (530 x 26,839 cu ft) steel water tanks. The Russian landfall was developed as a water receiving facility, and included a settling pond and a temporary 20-in. floating discharge line.
The FCG pig train was designed to ensure that the operation could be completed in a single pig run while providing contingency pigs to account for wet buckle scenarios during pipe laying. For each section, four bi-directional pigs were used. The pigs were back loaded into the subsea test head and installed on the seabed up to one year before the operation.
The dewatering pig train was designed to ensure that water removal and desalination could be completed in a single pig run:
- The first batch of four pigs was separated by slugs of potable water designed to dilute to an acceptable level the residual salt content remaining on the pipe wall
- The second batch of four pigs was separated by dry air to pick up water remaining after the desalination pigs
- The pig train was spaced so that the first four pigs could be received and removed before the arrival of the second set of four pigs.

Key challenges
The Nord Stream pre-commissioning work scope provided several key challenges because of its size, geographic location and environmental sensitivity. These challenges included:
Pipeline length. This was the world's longest offshore dewatering operation and the world's longest sealing tool run. Experience from the pre-commissioning team and the pig vendor was important in ensuring that pig integrity could be maintained along the full pipeline length. It was also essential to establish the location of possible events, particularly in case of gauge plate damage or stuck pigs. This required the development of a carefully managed pig tracking system.
Pipeline volume and water depth. Each 48-in. pipeline had an internal volume of 1.3 MMcm (343 MMgal). The maximum water depth, combined with losses, required a dewatering pressure of 29 barg. Therefore, a very large air compressor spread was necessary in Germany.

Vessel limitations. Since the flooding spread was large, the SCV had to comply with challenging criteria including deck space, accommodations, ROVs, cranes, and power generators. The fitting of all necessary equipment for a safe operation required input from specialists and extreme attention to detail.
Weather. Most of the Baltic Sea freezes in winter. This limits the offshore operational window. Water winning and water disposal could not be performed while the sea was frozen.
Water treatment. The water treatment philosophy was refined to provide the most environmentally friendly approach, in compliance with the applicable international and local regulations, while maintaining corrosion protection and minimizing the possible formation of precipitates inside the pipeline.
Noise pollution. Strict noise restrictions required the purchase of a custom air-compressor-spread to ensure compliance.
Diesel handling and storage. Large diesel volumes for the compressor spread in Germany required a custom diesel storage and handling system to receive and distribute 100 cm/d (26,417 gal/d) of diesel with no containment loss.
Waste management. A comprehensive waste management system was implemented to separate, track, and manage all the waste produced during the project's execution.
Schedule and execution
The contract for the Nord Stream pre-commissioning was awarded in August 2009. Tendering commenced early, allowing sufficient time for multiple concepts to be considered before settling on the preferred concept upon which the pre-commissioning contract was based. The tender period ran for about nine months concurrently with other project approvals to allow for immediate commencement.
The engineering procedures prepared for pre-commissioning totaled some 110 documents over an 18-month period, and which required review and approval by both Saipem and Nord Stream. The 18-month period was necessary not only for the base scope engineering, but also to evaluate all possible options and changes.
To meet the flow and pressure demands while achieving the strict environmental and noise targets set, a large percentage of the pre-commissioning equipment was procured new for the project. The early award afforded a 12-month period for equipment building, testing, and delivery. Despite robust contracting strategies, some vendors did not meet their delivery schedules; however, the window allowed sufficient float for this to not affect the project's schedule.
The success and performance of the flooding, cleaning, gauging, and pressure testing operations can be attributed to 100% contingency of critical equipment and full onshore spread function testing, including all interconnection piping. It took 41 days to complete Pipeline 1 and 38 days to complete Pipeline 2.
The success and performance of the dewatering, drying, and nitrogen packing operations can be attributed to a combination of excellent pigs and reliable compressor spread performances.
The full pre-commissioning of each line was completed in less than 150 days from commencement of FCGT to the completion of nitrogen injection.
From the formation of the Nord Stream pre-commissioning team in early 2008, to the completion of pre-commissioning operations on Line 2 in August 2012, the following milestones were achieved:
- RFQ issued for pre-commissioning operations, November 2008
- Pre-commissioning contract awarded to Baker Hughes, August 2009
- Engineering and procurement operations commenced, September 2009
- Contracts placed for all Wet Buckle Contingency (WBC) equipment, December 2009
- WBC equipment mobilized and function-tested, March 2010
- Contracts placed for all pre-commissioning equipment, June 2010
- Pre-commissioning FCGT equipment mobilized, February 2011
- Operational period for FCGT on Line 1, March to May 2011
- Dewatering and drying equipment mobilized, June 2011
- Operational period to dewater, dry, and N2 pack Line 1, July to August 2011
- Line 1 gas in work completed, September 2011
- Operational period for FCGT on Line 2, March to May 2012
- Operational period to dewater, dry, and N2 pack Line 2, July to August 2012
- Line 2 gas in work completed, September 2012
- Pre-commissioning sites reinstated, October 2012.
Results
The subsea heads, the hot stabs, and the pig tracking system worked flawlessly during the FCGT operations.
All the FCG pigs performed as expected and no damage was observed. The water filtration, additive system, and pumping spread operated consistently at or above their specified duty.
Success of the flooding operation was demonstrated during the pressure test where air content was confirmed to be well within the DNV requirement of less than 0.2%.
The cleaning operation removed less than 2 kg (4.4 lb) of construction debris in each section, supporting the belief that almost all the construction debris was removed. Some iron oxide, small amounts of sand, and some red-colored dust were also removed.
The gauging plates confirmed the internal diameter to be within the design requirements. Out of six smart gauge runs, only one gave a damage indication (which was proved to be false).
The pressure test operations were all accepted after only hours of pressure stabilization prior to the mandatory 24-hour holding period. The main reason for the quick and successful pressure test was the favorable spring weather conditions, whereby the temperatures were similar at the surface and at the bottom of the Baltic Sea.
Dewatering and drying
The use of temporary onshore pig traps, together with the temporary 48-in. valve, resulted in a very smooth and controlled dewatering operation. This made it easier to control the operation and to keep water and air separated during the launching of the train. The train was launched with Pig 4 as a "perfect" barrier between the desalination water and the air.
The compressor spread and dryers, as well as all support systems, met or exceeded their specified duties throughout the operation. As planned, air injections ceased when the dewatering pig train had traveled 60% of the pipeline length, with the remaining pig travel driven by the expanding air. This was implemented to save fuel and to minimize the depressurization requirements after receipt of the pig train in Russia.
Throughout the dewatering operation, the pig tracking vessel followed the different pigs all the way to the Russian coast. First, the two sets of sealing tools (one set from KP 297 and one set from KP 675) arrived, and then the dewatering train. Such accurate pig tracking was necessary when diverting the water in front of each pig to the settling pond.
During the receipt of the pig train, the desalination water was checked for chloride content. The analysis demonstrated that the final chloride content was well below the specified limit of 200 ppm. The amount of water received in front of the swabbing pigs was very small.
Based on experience from Pipeline 1 (very little water), the flow in front of the swabbing pigs was routed through the silencers for Pipeline 2.
Based on calculations and observations, the amount of water in front of the swabbing pigs was less than 1 cu m (264 gal). This is an impressive result and occurred because of good pigs, internal coating, and very smooth operations (with only the use of the discharge control valve toward the end of the operation to maintain maximum 1 m/s velocity).
The desalination pigs showed little wear after traveling the length of the pipeline. The swabbing pigs showed greater wear, but still maintained sealing integrity. That indicates that they had been running mostly dry and confirmed the excellent results.
The drying operation for Pipeline 1 was completed after 18 days, and included a soak period of 24 hours. An atmospheric water dewpoint of better than -35°C (-31°F) was achieved and confirmed by a 24-hour soak period. Based on this, pipeline 2 was dried to better than -35°C and accepted without a soak period.
During the drying, 4.5 cu m (1,189 gal) of water was removed (calculated based on dew point readings and air volume). This corresponds to a water film thickness of 1 micron on the pipeline wall, and demonstrates the best dewatering results ever achieved (regardless of pipeline size and length). Dryness was also confirmed post-commissioning where gas dew point levels were recorded.
Nitrogen
To avoid explosive mixtures in the pipeline (as set out in DNV OS-F101) during commissioning (gas filling), there was a need to use an inert gas as a barrier between the air and the natural gas in the pipeline. For various reasons, nitrogen packing differed between lines 1 and 2:
- Line 1 was completely filled with 99.9% pure nitrogen from Germany
- Line 2 was partially filled from Russia (gas filling end) using a 99.9% pure nitrogen batch equal to 10% of the pipeline volume.
For both pipelines, the mixing zone between air and nitrogen was approximately 1.5 km (1 mi). The mixing zone between nitrogen and gas was approximately 2 to 3 km (1.25 to 1.86 mi).
It was important to maintain the interface velocity above the critical minimum to obtain these results.
Water treatment
Treatment of the sea water was carried out onboard the SCV where the seawater injection pumps were installed. Pre-commissioning water was pumped into the pipelines at KP297 and KP675.
The water treatment included the following steps:
- Filtration through 200 µm and 50 µm cartridge filters
- Online injection of oxygen scavenger (OS), a commercial solution of sodium bisulphite and iron-based catalyst
- UV light treatment.
The key analytical parameters of seawater for the control of the treatment operations were obtained in a laboratory onboard the SCV.
Metered amounts of OS were dosed and adjusted daily to match the measured oxygen concentrations of filtered seawater. Based on the results of the test program, the OS dosage rate was set at the stoichiometric value, equal to 6.5 mg OS/mg O2.
Dissolved oxygen concentrations in the filtered seawater were generally at saturation values (over-saturation concentrations were also measured at times), ranging between 12.5 mg/l and 15.0 mg/l.
Special attention was given to the potential environmental impact of oxygen depleted water at the discharge location. A special water diffuser was designed and installed. The purpose was to achieve a high re-oxygenation effect in the proximity of the discharge point. This was a requirement of the water discharge permit from the Russian authorities. The effectiveness of the diffuser was confirmed by field measurements during dewatering.
A UV treatment unit was also installed onboard the pre-commissioning vessel. The unit had a design "killing rate" of more than 99% of the initial bacteria count at effective UV dosages of 40 ÷ 60 mj/cm2. Bacteriological analysis was carried out in the laboratory onboard the SCV during the FCG operations for both total anaerobic and total aerobic bacteria before and after the UV package.
The calculated "killing rates" for anaerobic bacteria were generally in-line with expectations.
The results and observations confirmed the management of the water treatment achieved the project targets. There was no measurable impact on the marine environment at the discharge location and preservation of the integrity of the pipelines was confirmed.
Environmental considerations
Most of the water was discharged directly into the sea. The water treatment, as presented above, was acceptable for direct discharge.
The discolored water in front of each pig was captured and settled before being discharged back to sea. This water was diverted to the water settlement pond. Water stored in the pond was discharged to sea through filters after a minimum 24-hour settling period. All water discharged to sea was clean and contained no oxygen.
The discharge point was 600 m (1,968 ft) offshore and was fitted with a diffuser nozzle to ensure rapid oxygenation of the water.
The discharge water was continuously monitored by the environmental authorities and showed compliance with local and international regulations (oxygen levels were found greater than 7 ppm well within 100 m (328 ft) distance from the diffuser as required by the regulations).
The noise generated in Germany was monitored by a third party. The compressor spread complied in full with the stringent noise limitations for the project.
The sound proofing of all individual units also improved the working environment for the operational personnel and improved safety, as normal verbal communication was possible within the area of the compressor spread.
Lessons learned
A summary of the lessons learned during the execution of the work underscored the importance of:
- Early identification and focus on long-lead items
- Early establishment of a pre-commissioning concept
- Early selection of main water source and water treatment regime
- Early start of engineering and planning
- Early involvement in permanent design work (identify pre-commissioning requirements)
- Early establishment of any additional local authority requirements
- Early establishment of pre-commissioning environmental basis
- Early identification of risks and maintaining a focus on them
- Maintaining a risk register with regular reviews and updates
- Maintaining focus on equipment and function tests
- Carefully selecting key subcontractors and suppliers
- Careful and comprehensive follow up and control of critical supplies and suppliers
- Approving procedures well in advance of field operations.
In addition to these, it was found that pig tracking was very useful for control of operation and for accurate information to stakeholders. And in general, the project also underscored the importance of maintaining continuity of key personnel.
Conclusion
Given the considerable challenges, pre-commissioning of the Nord Stream pipelines was remarkably successful. Besides being concluded within budget and ahead of schedule, the technical achievements were impressive. They included:
- World's longest, single-section dewatering operation
- World's longest travel distance for tie-in sealing tools
- Combined dewatering/sealing tool removal operation
- Effective dewatering operation confirmed by the quick-drying operation
- Quick and effective pressure test operations (favorable temperatures)
- Effective water pumping through two 6-in. LFH (2,500 cu m/hr or 0.66 m/s pig speed in 48-in. pipeline)
- Effective cleaning and gauging operations
- Effective pigs specifically designed for the work
- Successful pig tracking for good control and operational confidence
- Effective water treatment concept with practically no effect on the environment.
These results were obtained by experienced personnel working as a team and focusing on:
- Early engineering and planning
- Early involvement in pipeline design requirements
- Early focus on long-lead items (e.g. pipeline head)
- High-quality equipment and experienced personnel
- Continuous attention to safety, risk, and environment
- Correct procedures prepared early by involved personnel
- Professional operational execution, monitoring and control.
Acknowledgment
Based on a paper presented at the Deep Offshore Technology International Conference held Nov. 27-29, 2012, in Perth, Australia.
Offshore Articles Archives
View Oil and Gas Articles on PennEnergy.com