Cell spar enables Red Hawk development

William Furlow
Editor-in-Chief
The evolution of spar technology continues to open the door to deepwater opportunity. Kerr-McGee launched a third-generation production spar last month to produce the Red Hawk field in Garden Banks block 877. The cell spar design is a first of its kind, designed as a floating alternative to a long-distance tieback.
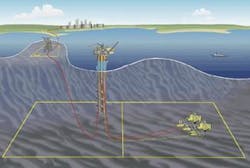
Red Hawk is operated by Kerr-McGee in a 50/50 partnership with Devon Energy. It is a two-well subsea development in about 5,300 ft of water. These are dry gas wells with little oil or condensate. Because of the field's small size, a conventional floating facility would not be economical. Initially, the company considered tying the field back to the Baldpate facility, about 60 mi away. With the water depth of these wells, flow assurance was a major concern, as was the near-record length of the proposed tieback.
Spar for the course
Kerr-McGee has had some success with introducing new spar designs. For example, they now have three truss spars installed in the Gulf of Mexico. The truss spar offers the deck load capacity necessary to support dry trees, a conventional deepwater mooring system, and an intervention rig. The conventional spar and truss spar designs offer vertical access to the wells for workover from the platform.
To accommodate development drilling, Kerr-McGee has had success moving its spars over on their moorings to make room for a production rig. This allows spars to service a phased development, enabling early production. New wells could then be drilled through the same manifold without the additional space and variable deck load needed to support a production rig.
The truss spar improves on the classic design, using heave plates and an open lattice design to save on steel and fabrication costs. This makes it an attractive option for smaller, deepwater oil and gas fields such as Boomvang, Nansen, Gunnison, and the upcoming Constitution. Don Vardeman, director of Facilities Engineering for Kerr-McGee, said the company benefits from using the same solution more than once. Each time Kerr-McGee builds a truss spar, the process is refined and there are both time and cost savings.
The truss spar, however, was not a viable solution for Red Hawk. It was too expensive and offered more capabilities than this small subsea project required. What was needed was an even less-expensive, fast-track solution.
Vardeman credits Ed Horton, president of Deepwater Technol-ogies, with the idea for the cell spar solution. Horton holds the patent for the spar design used on the first Gulf of Mexico production spar, Neptune, and the truss spar design. Vardeman said Horton got the idea for the new design watching workers in Technip's Gulf Marine Fabrication yard roll and weld sections of suction anchors. The Red Hawk "cans" are rolled out of plate steel and measure 10-ft in height with a 26-ft diameter. The welding process is fully automated and the individual cans may quickly and easily be connected to form longer sections of the same radius.

null
Cell spar design
Looking at the completed cell spar hull, it is clearly a collection of these cans. The spar is divided into two basic sections. There is the hard tank section, which is made up of seven 280-ft lengths of these cans. Four cylindrical lengths stretch from the top of the hull, down 280-ft. The upper 210-ft is a sealed hull to provide buoyancy. The bottom 7-ft of these is open to the sea. By regulating the pressure of air trapped inside these tubes, the operator can reduce or increase the hull's buoyancy.
The other three lengths of tubulars stretch a full 560 ft from the top of the platform to the keel hull at the bottom. These tubulars support three heave plates, as well as the keel hull. When installed, the lower portion of two of these three legs will be filled with magnetite to add permanent ballast. The third will be flooded.
The hull is 64 ft in diameter and surrounded by helical strakes. Despite the fact that this spar does not have the classic cylindrical profile, it is subject to vortex-induced vibration. The area where the spar will be installed has been affected by loop currents over the last few years. Matt Lamey, Red Hawk project manager for Kerr-McGee, said tank tests show the currents treat each of the hull's six tubes as an individual structure. As a result, not only does the main hull require strakes, but also each of the three extended legs is circled by the metal fins. Lamey points out the crude angles of the strakes on the main hull. Rather than the smooth strakes one is used to seeing, these have sharp geometric angles and large, visible support members. Lamey said testing showed it was not necessary to over-design these strakes. The rough angles on the outside of the cell spar eliminate vortex shedding and are far easier to fabricate.
Getting the trees wet
The cell spar was chosen for Red Hawk based on how quickly and economically it could be delivered. This will be the first spar for Kerr-McGee that is designed for only wet trees. Removing the weight of a dry tree system eliminates a lot of the variable load requirements. Jenifer Tule, project engineer for Worldwide Deepwater Facilities at Kerr-McGee, said it will also be among the first permanent moored deepwater structures in the Gulf of Mexico to make use of polyester moorings. (BP's Mad Dog will be the first, beating Red Hawk by about a month.) The approval to use polyester moorings was a major breakthrough in the Red Hawk development. The weight of a mooring system is one of the determining factors in the selection of a deepwater production solution. A conventional steel rope and chain mooring system would be an order of magnitude heavier, Tule said.
Polyester is new to the GoM, but has a long track record in deepwater. Petrobras has been using the lightweight fibers to moor deepwater rigs for almost a decade. Still the regulators and operators in the Gulf of Mexico have been slow to adopt it. Vardeman said Kerr-McGee chose the US manufacturer Whitehill based on the company's work with the US Minerals Management Service in gaining approval for polyester moorings in the Gulf.
Thanks to its lighter weight, the entire, six-point mooring system can be pre-installed using one anchor-handling vessel. The mooring lines will be attached to the seabed using suction anchors that, ironically, were the inspiration for the hull design. These 78-ft-long, 18-ft-diameter anchors were fabricated at the same yard where the hull was built and were installed last October. This anchor design was chosen for its ease of fabrication and installation.
Mooring system
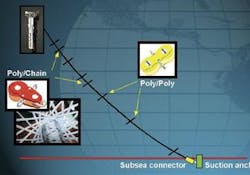
The permanent, taut, catenary mooring system is made up of six, equally spaced legs. Each mooring line consists of 500 ft of 4.5-in. anchor chain connected to the embedded suction anchor, followed by 7,100 ft of 8.5-in. polyester rope divided into three long sections. This rope is connected, via an H-link connector, to a 760-ft length of chain with two 45-ft test sections of polyester rope. This assembly is then secured to a length of platform chain that runs through the underwater fairleads to the chain stoppers. The second section of rope includes two test lengths of polyester.
null
The MMS requires that a length of this test insert be pulled every two and a half years for inspection. To do this, the anchor chain is deployed and the line recovered to surface, where the test section is removed. This operation requires the storage of 800 ft of addi- tional anchor chain on-board the spar. Because the platform has only a single windlass, an elaborate system of tracks was inserted into the spar deck of the topsides so that the extra chain can be deployed on any of the six anchor lines. The anchor lines, like the anchors, will be preinstalled ahead of the hull.
The hull section, once complete, was loaded onto a barge and towed to a neighboring yard. The hull was lifted off of the barge and lowered into the water. Then, the magnetite slurry was injected into the lower sections of two spar legs. The extended legs, as well as the upper portion of all the legs, are dry sealed, closed to the water. The 2,200 tons of permanent ballast in the ends of two legs caused the hull to have a bit of a camber for its sail-out, Lamey said.
It took three days to tow the hull from Ingleside, Texas, to its home on Garden Banks block 876. Although the Red Hawk subsea wells are in GB 877, Tule said the footprint of the mooring system has a radius of 6,300 ft. It is so large that it was necessary to locate the platform in the next block over. This is also an optimum position for servicing other Kerr-McGee prospects in the future.
Once on site, specially designed "rip-out" plates were removed in a choreographed sequence to ensure the hull is up-ended in a controlled manner. After the hull was righted, an anchor-handling vessel hooked up the mooring lines. The topsides have been designed to be installed in a single, 3,600-ton lift by the Heerema Balder. Even the crane and the flare boom were attached prior to sail-out to simplify the offshore hook-up and commissioning.
null
The topsides will control the two Red Hawk wells via a single flexible steel umbilical. The umbilical will also transport 100 b/d of glycol to each wellhead for injection. The two 4-in. flowlines will transport 120 MMcf/d of gas for processing. The topsides are equipped with a glycol recovery system that should recoup around 90% of the chemical for reinjection. This not only saves on the cost of injection chemicals, but also eliminates a variety of environmental concerns.
While the initial production rates are expected to be near 120 MMcf/d, the platform was designed to handle two additional pair of flowlines, up to 10-in., and has additional topside space and variable deck load to increase this production rate to 300 MMcf/d.
There is even space and accommodations to handle future oil production, although new equipment would be needed, Lamey said. The facility will be manned by a crew of six, including a manager, three day workers, and two on the night shift. Much of the operations on the platform are automated so that the crew will even have time to do its own cooking. Lamey said this is similar to operations on smaller, shelf platforms. Production from Red Hawk will be exported via a 76-mi, 18-in pipeline to Vermilion block 397, where it will enter a trunk line.
Vardeman said the Red Hawk project borrowed a lot from the learnings and efficiencies the company developed in its truss spar programs. By installing an inexpensive floating production system in this deepwater block, Kerr-McGee will be able to develop other, even smaller prospects in the area. While this first application of the cell spar will be a learning experience, Kerr-McGee will be using a truss spar on its next project, Constitution. Vardeman said this solution will borrow heavily from the design used on Gunnison. By falling back on this proven design the company can avoid the engineering cost and the time it takes to design a new platform. Vardeman said, even if the design has more options than the field requires, it is still a faster cheaper solution than designing a facility from the start.